
Views: 0 Author: Site Editor Publish Time: 2026-07-09 Origin: Site








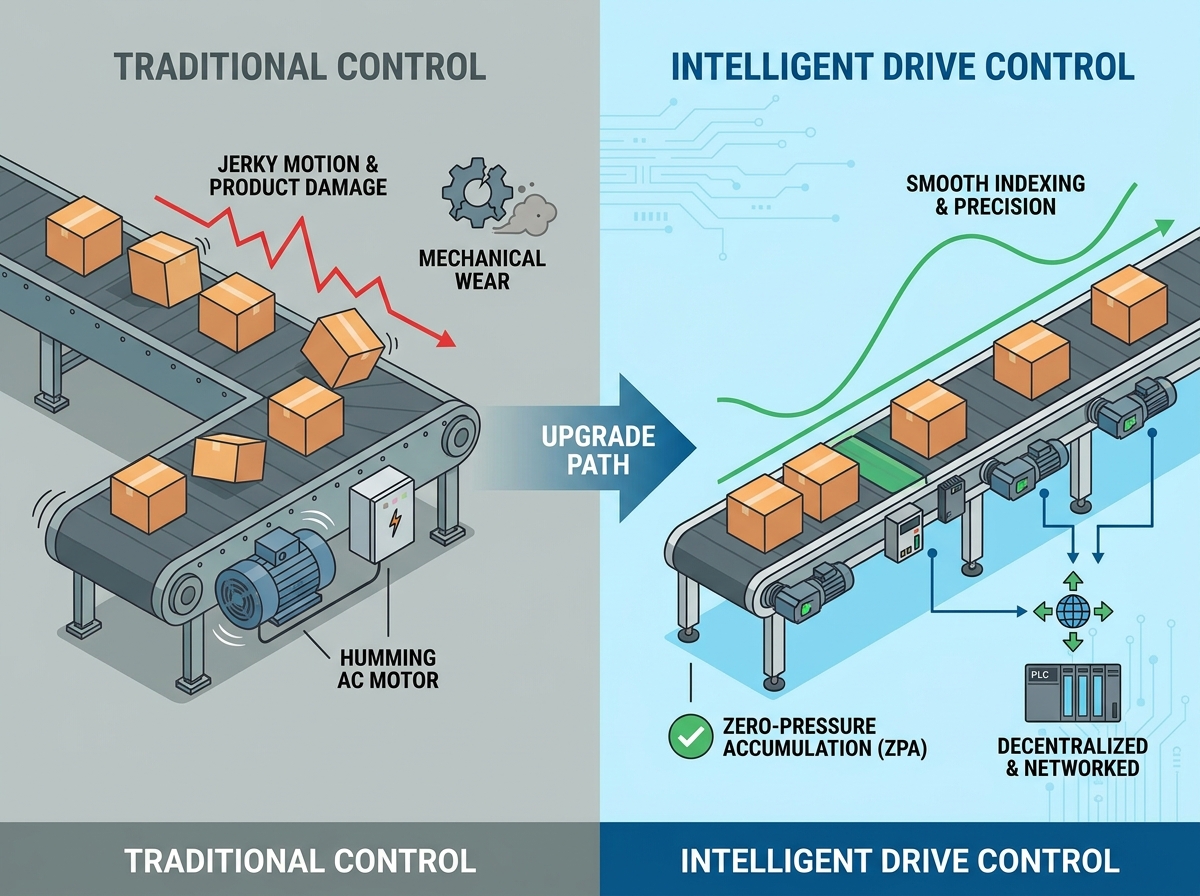
Transitioning from fixed-speed, across-the-line contactors to intelligent automation systems is no longer optional for modern high-throughput facilities. Legacy technologies simply cannot keep pace. Inaccurate positioning, harsh acceleration, and mechanical wear in start/stop applications consistently lead to product damage, mis-sorts, and unplanned downtime. These cascading failures quickly erode facility productivity and compromise delivery schedules.
While equipment manufacturers often claim infinite precision, actual conveyor accuracy remains deeply constrained by physical friction, load inertia, and network latency. The right drive equipment must carefully balance these harsh operational realities. In this guide, you will learn how different control architectures define system capabilities. We will explore the critical technical dimensions required for successful implementation. Finally, you will discover how to mitigate real-world commissioning risks and build a robust, evidence-based shortlisting strategy for your next upgrade.
Precision in modern conveyor operations means exact physical positioning for repetitive indexing tasks. It ensures seamless package synchronization during high-speed sortation processes. It also enables strict zero-pressure accumulation (ZPA) rules across complex facility layouts. When basic drives fail to meet these demands, the operational and financial impacts escalate rapidly.
Overshoot and undershoot scenarios trigger severe downstream consequences. Imprecise stops cause frequent sensor faults. They misalign barcodes from scanning tunnels. Operators spend valuable hours clearing system jams. Moreover, harsh starts and stops accelerate physical wear on expensive gearboxes, bearings, and belts. Every minute your maintenance team spends adjusting stretched belts translates to lost throughput.
To reverse these losses, we must establish clear success criteria for any drive upgrade. A successful modernization project must deliver three specific outcomes:
Meeting these criteria requires moving beyond basic contactors. You must evaluate specialized drive architectures designed for dynamic motion profiles.
Selecting the appropriate control architecture forms the foundation of conveyor precision. Facilities must align the drive's inherent capabilities with their specific payload dynamics. Choosing the wrong technology limits maximum throughput and wastes crucial capital budgets. Let us examine the four primary architectures dominating modern automation.
| Architecture | Ideal Application | Primary Limitation | Loop Control |
|---|---|---|---|
| VFD + Induction | Constant speed, long transport | Poor zero-speed torque | Typically Open |
| Servo Drives | Rapid indexing, robotic feeds | High cost, complex tuning | Always Closed |
| Stepper Drives | Light loads, predictable movement | Stalls on load spikes | Typically Open |
| MDR Systems | ZPA, quiet zone routing | Limited heavy payload capacity | Decentralized |
Choosing an architecture represents only the first step. Specifiers must dig deeper into the technical physics of the application. The relationship between the motor rotor and the physical payload dictates real-world accuracy.
We must define the load inertia and torque profiles carefully. A proper load-to-motor inertia mismatch ratio determines system stability. A massive load attached to a tiny rotor creates erratic behavior. We typically aim for an inertia ratio under 10:1 for dynamic moves. Over-sizing your drive wastes electrical energy and capital. Conversely, under-sizing causes the drive to trigger fault trips. The hardware protects itself during peak acceleration demands by shutting down.
Stopping accuracy depends directly on your chosen braking mechanisms. Software-driven dynamic braking injects direct current into AC motors. This stops the magnetic field quickly. Regenerative braking captures kinetic energy and pushes it back to the grid. These software methods handle many standard horizontal stops. However, electromechanical holding brakes remain absolutely necessary for inclined conveyors. They physically lock high-mass loads in place, preventing dangerous gravity drift during power losses.
Energy efficiency and compliance shape long-term operational viability. Facilities must evaluate IE3 and IE4 efficiency class standards. IE4 premium efficiency motors utilize advanced magnetic designs. They run much cooler than legacy models. They save immense power over thousands of operational hours. You should heavily weigh the ROI of implementing regenerative drives. Systems experiencing highly frequent start/stop cycles benefit massively from capturing deceleration energy.
Superior hardware specifications do not guarantee a successful startup. The physical environment and network infrastructure routinely undermine theoretical performance. Recognizing these implementation realities prevents costly commissioning delays.
Network latency destroys precision in high-speed sortation applications. Assume you buy a top-tier closed-loop system. It boasts sub-millimeter internal accuracy. However, your programmable logic controller (PLC) sends stop commands via a congested PROFINET or EtherNet/IP network. A simple 15-millisecond packet delay translates to significant physical overshoot on a high-speed belt. The system positions the item incorrectly. Communication architecture dictates actual field performance just as much as motor quality.
Thermal management creates hidden operational bottlenecks. Aggressive, high-frequency index cycles demand constant, heavy acceleration. Enclosed motors trap heat quickly. They exceed their thermal limits during peak summer production runs. You must design external forced-air cooling solutions. Alternatively, you must permanently derate the motor capacity, specifying a larger unit simply to survive the ambient temperatures.
Tuning complexity drains engineering resources. Closed-loop systems require meticulous PID tuning. Proportional, integral, and derivative gains must balance perfectly against the mechanical load. Poor tuning causes severe resonance. The load jitters violently at the stopping point. It hunts for the target position continuously. Eliminating this mechanical jitter requires extensive trial and error from experienced technicians.
Moving from technical theory to procurement requires a structured methodology. Facilities must avoid emotional brand loyalty. Instead, they must base decisions purely on mechanical data and network readiness.
Start by defining your application thresholds first. Document exact payload maximums. Determine the heaviest box the line will ever process. Calculate your required cycle rates clearly. How many indexes per minute must the system survive? Define acceptable stopping tolerances. Differentiate between a pick-and-place robot needing ±1mm accuracy and a standard routing belt requiring ±10mm.
Audit your existing infrastructure thoroughly. Examine your current PLC capabilities. Can the processor handle fast task execution? Measure mechanical belt and roller backlash manually. Worn mechanics ruin new electronics. Installing high-precision control hardware on stretched chains yields absolutely no measurable improvement.
Always pilot and scale your projects. Choose a single bottleneck zone. Deploy your shortlisted drive configuration there first. Monitor the test loop rigorously. Validate thermal limits under peak production loads. Ensure the tuning remains stable over a two-week run. Address minor communication faults early. Only initiate facility-wide procurement after the pilot proves successful.
Take decisive action today. Gather your payload metrics and cycle times. Consult directly with a certified application engineer. Request a comprehensive sizing evaluation to match the drive specifications specifically to your measured operational data. Do not guess on inertia ratios.
A: Payload changes directly alter system inertia. In open-loop systems, a heavier box extends the deceleration curve, causing the belt to overshoot the target. Lighter boxes stop too early. To maintain accuracy across variable weights, you need closed-loop control or sensor-based position correction. These active technologies monitor the load and adjust braking force dynamically.
A: You should upgrade to MDRs for applications requiring precise zero-pressure accumulation. They are ideal when you need modular layout changes or zone-based routing. MDRs operate much more quietly than central AC motors. They also save massive amounts of electricity by running only when a specific zone detects a package.
A: Yes, but with limitations. VFDs equipped with closed-loop vector control and external encoder feedback can approach servo accuracy for macro-positioning. However, they physically lack the ultra-fast dynamic response and torque-to-inertia ratios of true servos. They work well for heavy indexing but fail in sub-millisecond robotic synchronization tasks.



















 English
English