
Views: 0 Author: Site Editor Publish Time: 2026-07-05 Origin: Site








You run a high-speed warehouse environment where every split-second matters. Imprecise torque control leads to catastrophic sorting errors. When acceleration profiles slip, packages miss their designated chutes. Recirculation rates spike. This degraded Overall Equipment Effectiveness (OEE) devours operational profit margins. You must calculate the hidden cost of micro-stops. Minor hesitations in motor drives multiply across thousands of operational hours. They create massive bottlenecks downstream. A five-second jam on a primary cross-belt sorter often requires ten minutes of manual intervention to clear.
Continuous operation also introduces severe thermal limits. Most large-scale sorting facilities operate 24/7. Components run extremely hot. Ambient warehouse heat, often lacking aggressive air conditioning, exacerbates this issue. Heat destroys delicate electronics over time. You must assess the risk of drive failures under extreme ambient conditions. Unplanned downtime disrupts the entire supply chain. A single failed unit can halt an entire distribution center. Maintenance teams scramble, while idle dock workers cost thousands of dollars per hour.
Procurement teams often look at the wrong numbers. They focus strictly on upfront component costs to meet quarterly budgets. We need a different approach. You must shift your focus toward long-term operational success. Evaluate the direct energy draw across varying load profiles. Scrutinize mandatory maintenance intervals. Measure the speed of system integration during the commissioning phase. These elements dictate true lifecycle profitability far more accurately than the initial purchase order.
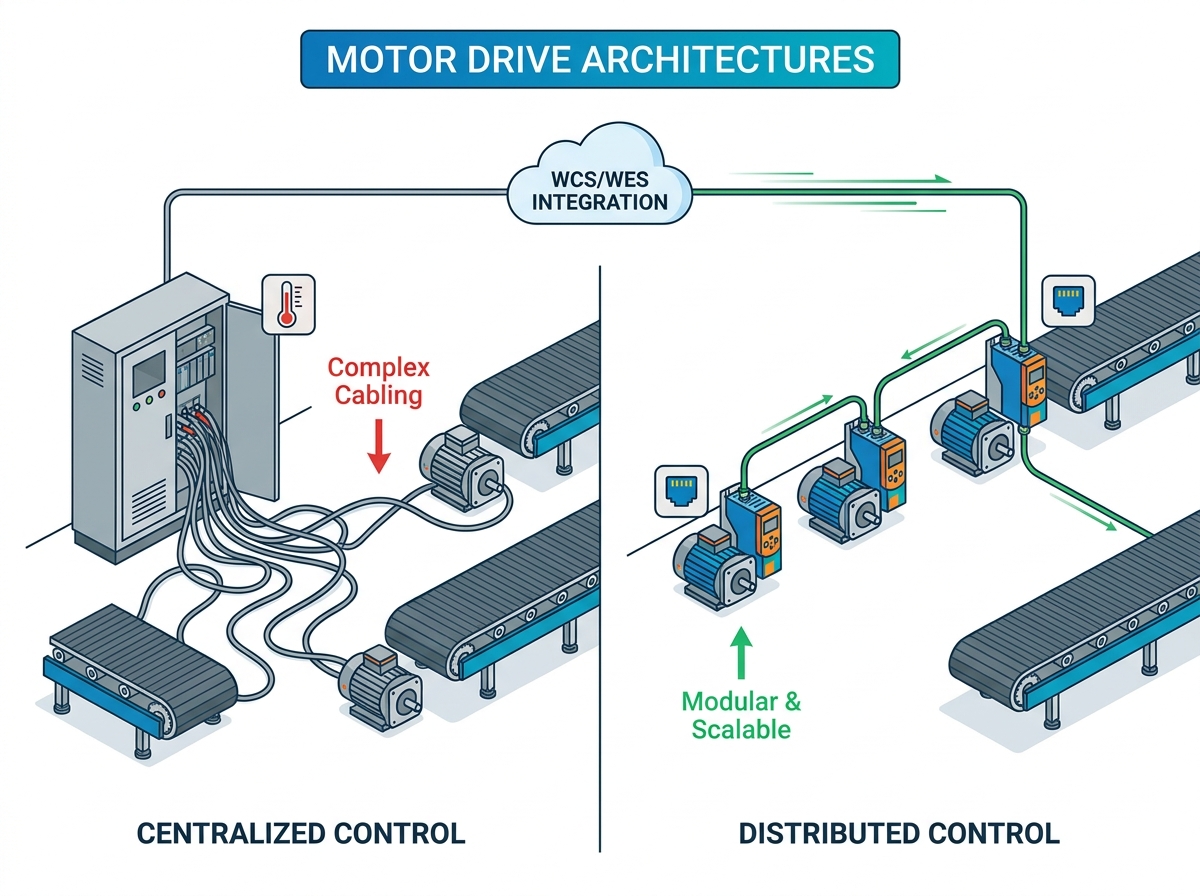
Deciding where to place your hardware defines system scalability. You face two primary options when designing a sortation line. You can mount controls centrally in large electrical cabinets. Alternatively, you can distribute them directly on the mechanical equipment.
Centralized control remains a familiar topology for many legacy integrators. Engineers house multiple control units inside a single, climate-controlled cabinet. This approach offers centralized thermal management. You keep sensitive electronics away from dust and vibrations. You often see a lower individual component cost. However, it requires extensive cabling. Hundreds of meters of shielded wire run across the facility to connect the cabinet to the motors. This creates single points of failure. Massive electrical cabinets also consume valuable floor space.
Distributed control completely changes this dynamic. Engineers install these units directly on or near the motor. It drastically reduces wiring requirements. You gain a plug-and-play, highly modular architecture. Localized diagnostics allow much faster troubleshooting. Maintenance teams can pinpoint faults instantly by walking the line. However, the hardware sits exposed to harsher ambient conditions. It requires robust IP65 or IP66 enclosures to survive dust and moisture.
Your decision matrix must match the architecture to the sorting technology. Extensive cross-belt sorters spanning hundreds of meters practically demand distributed drives. The cabling costs for a centralized system would be astronomical. Conversely, compact zone-routing hubs or small pop-up sorters often benefit from centralized enclosures. We summarize these trade-offs below to clarify your engineering choices.
| Architecture Type | Primary Advantages | Key Vulnerabilities | Ideal Sorting Application |
| Centralized (Cabinet-Mounted) | Protected environment, centralized cooling, familiar wiring topology. | Long cable runs, high installation labor, occupies large floor footprint. | Compact pop-up sorters, isolated merging zones. |
| Distributed (Motor-Mounted) | Modular scaling, minimal cabling, fast local diagnostics. | Exposed to ambient heat/dust, requires expensive IP66 enclosures. | Expansive cross-belt sorters, long linear shoe sorters. |
High-speed sortation tracking requires completely deterministic communication. Standard TCP/IP networks simply fail in this environment. Standard networks experience packet collisions. Latency spikes unpredictably. A delay of merely ten milliseconds causes a shoe sorter to miss its target window. Packages drop into the wrong bin, forcing costly manual rework. You need millisecond-level synchronization to maintain precision.
You must evaluate hardware for native protocol compatibility. Industry standards dictate network success. Modern automated facilities rely on specific fieldbuses.
The best control units support these protocols natively. They eliminate the need for clunky gateway devices that introduce unnecessary latency.
Consider the massive value of data transparency. Modern control systems provide rich, real-time telemetry. You can extract continuous current draw, internal temperature readings, and vibration signatures. This telemetry enables true predictive maintenance. You no longer wait for a catastrophic breakdown. You fix degrading components before they halt the sorting line.
Security remains a critical consideration. Network-connected industrial devices introduce severe cyber risks. Ensure your edge devices meet baseline industrial cybersecurity standards. Unsecured nodes provide hackers an easy entry point into your broader warehouse execution system. IT and OT departments must collaborate to lock down firmware access.
Energy efficiency impacts your bottom line heavily. Regulatory baselines constantly shift. The DOE enforces strict efficiency regulations across the industrial sector. You must navigate NEMA Premium and IEC efficiency classes. We see a massive global shift toward IE3, IE4, and even IE5 standards. Upgrading from an IE2 to an IE4 synchronous reluctance system slashes energy waste dramatically.
Let's examine how these systems handle dynamic loads. Sorters rarely run at full capacity constantly. They experience peaks and valleys based on parcel flow.
You must execute a transparent LCC calculation. Project your return on investment over a 5-to-10-year operational lifecycle. Factor in exact energy savings per kilowatt-hour. Include the financial benefit of reduced mechanical wear from smoother acceleration curves. Do not rely solely on the theoretical rating plate. Demand operational efficiency curves that match your actual warehouse load profiles.
Choosing the right hardware partner mitigates long-term operational risk. You must assess engineering support thoroughly. A massive difference exists between a mere component supplier and a true integration partner. Look for deep interdisciplinary expertise. Your partner must understand mechanical forces, electrical loads, and software handshakes equally well. If they only focus on electrical output, they will miss critical mechanical resonance issues in your conveyor frames.
Evaluate their supply chain rigorously. Demand concrete lifecycle guarantees. A reputable motor drives manufacturer commits to long-term legacy support. They provide regular, secure firmware updates. They ensure local spare parts availability to prevent extended outages. Global shipping delays should not dictate your facility's uptime.
Never skip pilot testing. Operations teams should always demand empirical performance data. Request proof-of-concept testing for your specific sorting load profiles. Send the manufacturer a section of your actual sorting hardware. Do this before approving a full-scale, facility-wide rollout. Simulated data often hides real-world thermal issues.
Refine your shortlisting logic. Create a robust, highly technical RFQ. Require manufacturers to detail integration failure risks upfront. Ask for precise thermal derating curves based on 40°C ambient temperatures. Demand exact protocol documentation and integration manuals. Weed out vendors who dodge these technical requests or reply with generic marketing brochures.
Optimal sorting performance requires a delicate, engineered balance. You must blend distributed control architectures, deterministic communication protocols, and high-efficiency hardware. Missing any single element degrades overall throughput. A fast motor fails without exact network timing. A smart network fails if the motor overheats.
Base your final specification on verifiable lifecycle costs. Prioritize a manufacturer's proven integration track record in logistics automation. Peak performance specs on a datasheet mean absolutely nothing if the hardware fails under continuous, gritty warehouse operation. Real-world reliability trumps theoretical horsepower.
Your next step involves immediate internal alignment. Consult internal systems engineers today. Map your current communication topologies and facility thermal realities. Do this before initiating vendor conversations or requesting technical datasheets. Clear internal requirements guarantee better external procurement outcomes.
A: The primary difference lies in cost versus precision. AC drives serve as the standard choice for continuous, steady-state conveyor sections. They offer reliable speed control at a lower price point. Servo drives provide exact positioning and rapid dynamic response. They are strictly required for high-precision sorting, complex merging, and accurate gap control.
A: Distributed units mount directly on the machinery. This eliminates the need for long, expensive, shielded cable runs back to a central control room. It removes complex control cabinet wiring entirely. Instead, installers utilize simple, daisy-chained power and communication cables, creating a faster plug-and-play environment.
A: Currently, IE3 serves as the basic global regulatory baseline. However, the logistics industry is moving rapidly toward IE4 and IE5 standards. Utilizing synchronous reluctance or permanent magnet systems at these higher efficiency tiers maximizes energy savings and dramatically reduces lifecycle operational expenditures.
A: Look strictly for transparent Mean Time Between Failures (MTBF) data calculated under your specific ambient warehouse conditions. Demand proof of localized engineering support. Finally, review their documented compliance with major industrial network standards like EtherCAT and PROFINET to ensure seamless integration.



















 English
English