
Views: 0 Author: Site Editor Publish Time: 2026-07-08 Origin: Site








Conveyor component failure in high-throughput logistics and Automated Storage and Retrieval Systems (AS/RS) carries massive operational stakes. A sudden line stop immediately creates catastrophic bottlenecks. These unexpected delays severely damage strict service level agreements and heavily compound overtime labor expenses. Therefore, selecting operational components requires shifting your immediate focus. You cannot simply look at basic product dimensions or torque specifications. You must deeply consider the broader operational impact of choosing the correct supplier. Partnering with a reliable motorized roller manufacturer ensures superior supply chain stability and advanced integration support.
Selecting a vendor requires moving far beyond basic catalog browsing. You need to thoroughly evaluate their custom engineering flexibility. You must check their international compliance capabilities. Finally, look closely at their long-term mechanical reliability metrics. This careful evaluation separates highly successful automated distribution centers from those constantly fighting urgent equipment breakdowns. We will guide you through this critical evaluation framework below.
Unplanned maintenance in massive sorting centers creates severe financial leaks. When a single drive component fails during peak holiday seasons, the entire automated zone halts instantly. Packages accumulate rapidly upstream. Warehouse workers stand idle while maintenance technicians scramble to identify the mechanical fault. This unexpected downtime costs thousands of dollars per minute in large-scale e-commerce distribution centers. Operational continuity relies entirely on utilizing highly durable components.
Evaluating physical hardware alone falls drastically short of true due diligence. You must investigate the continuous engineering support your supplier provides. A premium mechanical product fails quickly if technicians install it incorrectly. Expert application engineers help you navigate complex conveyor layout designs. They proactively verify electrical load limits before facility installation begins. Their upfront guidance prevents incredibly costly system redesigns months later.
Successful deployment projects share highly specific performance criteria. First, they drastically reduce facility energy consumption through intelligent run-on-demand features. Sensors activate individual drives only when physical packages approach the zone. Second, they achieve significantly lower ambient noise levels. Quiet facilities improve warehouse worker safety and boost overall morale. Finally, they master zero-pressure accumulation efficiency. Product collisions disappear completely, protecting fragile consumer goods during rapid transit. Your chosen supplier must deliver on all three fronts consistently.
Matching roller diameter and motor torque to specific operational load types ensures long-term mechanical longevity. Lightweight polybags require minimal rotational torque but demand high-speed responsiveness. Conversely, heavy palletized goods need substantial starting torque to overcome massive static inertia. Over-specifying torque wastes valuable procurement budget. Under-specifying guarantees premature internal motor burnout.
Brushless DC (BLDC) motors outclass traditional mechanical drive mechanisms completely. They deliberately lack physical internal brushes, eliminating destructive internal friction. This fundamental design shift yields exceptionally higher electrical efficiency. It also extends the mechanical lifespan significantly. Facilities upgrading to BLDC motorized rollers often report immediate drops in overall facility heat generation.
Tube materials must align directly against application environments. Galvanized steel works exceptionally well for standard dry warehouses. Stainless steel resists harsh chemical corrosion effectively. Polyurethane-coated tubes provide essential physical grip for steep inclines. You must also select appropriate Ingress Protection (IP) ratings carefully. IP54 handles standard facility dust and minor water splashes perfectly. Washdown environments in food processing or pharmaceutical plants demand IP66 or IP67 ratings to survive intense chemical cleaning protocols.
Gear ratios directly dictate the critical balance between package speed and necessary starting torque. High ratios generate massive pulling torque for heavy industrial loads but drastically reduce maximum transit speeds. Low ratios allow rapid carton transit for lighter e-commerce packages. Always review the full range of planetary gearing options.
| Environment Profile | Recommended Tube Material | Minimum IP Rating | Typical Application Scenario |
|---|---|---|---|
| Standard Dry Warehouse | Galvanized Steel | IP54 | Retail Parcel Sorting |
| Incline / Decline Lines | Polyurethane-Coated | IP54 | Floor-to-Floor Box Transfer |
| Food & Beverage | Stainless Steel | IP66/IP67 | Sanitary Washdown Conveying |
| Corrosive / Chemical | Thick PVC | IP65 | Battery Manufacturing Facilities |
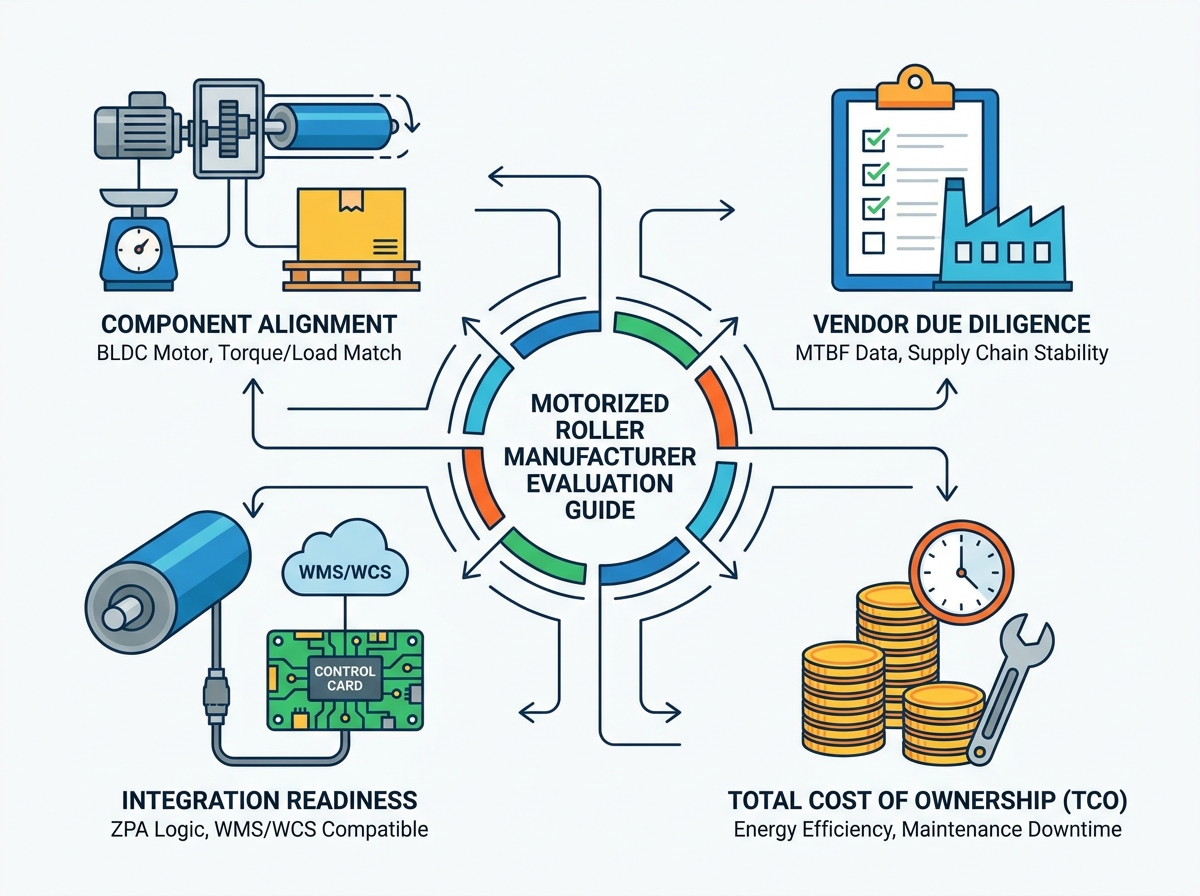
Robust quality assurance protocols separate standard hardware vendors from true strategic partners. Always look closely for modern ISO 9001 certifications. Demand transparent engineering data regarding continuous run-testing procedures. Legitimate manufacturers willingly share Mean Time Between Failures (MTBF) laboratory test reports. They eagerly prove their performance claims through rigorous environmental chamber testing.
Retrofit projects demand exceptionally high customization flexibility. Standard catalog items rarely fit perfectly into twenty-year-old steel conveyor frames. Your supplier must modify internal shaft lengths efficiently. They should continually offer custom mounting brackets for legacy systems. Flexible electrical connector options streamline facility installation. If a vendor strictly refuses minor hardware modifications, they will likely struggle to support complex engineering challenges.
Examine the vendor's internal vertical integration carefully. Manufacturers relying heavily on third-party offshore components face severe supply chain bottlenecks. If they constantly outsource motor windings or gear machining, your project lead times become highly vulnerable. Strong in-house manufacturing guarantees much better delivery timeline consistency. It also ensures significantly stricter quality control over critical internal moving parts.
Post-sale engineering support remains incredibly crucial. Ask detailed questions about direct access to application engineers. You will eventually need urgent help troubleshooting complex control card logic. Routine firmware updates often require expert technical guidance. Avoid hardware companies hiding their technical support teams behind endless automated phone menus.
Physical conveyor hardware means absolutely nothing without intelligent digital control. Zero Pressure Accumulation (ZPA) logic prevents fragile product collisions entirely. You must strategically pair drive mechanics with highly compatible digital control cards. These smart controllers read optical sensor data instantly. They automatically stop downstream conveyor zones before fast-moving packages crash into each other. This specific logic protects valuable inventory and reduces unnecessary mechanical wear.
Digital network compatibility dictates modern integration success. Modern smart warehouses rely heavily on fast industrial communication protocols. Evaluate thoroughly whether the supplier's controllers natively support EtherCAT, PROFINET, or Ethernet/IP. Seamless bidirectional communication between localized drives and your central Warehouse Management System (WMS) allows real-time equipment health monitoring. It enables highly predictive maintenance alerts long before actual mechanical failures occur.
Retrofitting legacy passive gravity lines introduces very specific implementation risks.
Daily maintenance realities often dictate long-term hardware viability. Look closely for standardized "plug-and-play" electrical connectors. Industrial M8 and M12 threaded cables allow shift maintenance teams to swap failed units in minutes. They simply do not require specialized master electricians to hardwire complex connections. Quick-disconnect wiring systems keep your sorting lines running smoothly.
Creating a robust internal evaluation framework helps procurement teams weigh competing hardware proposals objectively. Do not obsess solely over the initial upfront unit price. Instead, strictly balance those initial procurement costs against long-term operational metrics. Track projected monthly energy savings generated directly from intelligent run-on-demand systems. Estimate component replacement frequency based entirely on validated MTBF engineering data. Finally, heavily weight comprehensive warranty coverage duration in your final purchasing decision.
Always demand physical hardware proof before signing massive facility-wide contracts. Request several functional pilot units for rigorous hands-on testing. Install a small, highly active test zone within your busiest facility area. Run your heaviest, most awkward bulk packages across this specific zone daily. Measure the electrical current draw actively under peak weight load. Listen closely to the acoustic decibel noise levels. This necessary physical trial exposes mechanical weaknesses standard catalog sheets hide.
Structure your Request for Quotation (RFQ) carefully to protect your ongoing operations. Include strict technical performance and commercial liability clauses. Demand guaranteed replacement spare parts availability for at least five full years. Specify highly acceptable shipping lead times for emergency replacement units. Define strict financial penalties for unexpected late deliveries. Clear commercial boundaries force selected suppliers to commit fully to continuous operational excellence.
Mechanical drive components act directly as the beating heartbeat of advanced automated logistics systems. A specialized manufacturer serves effectively as a vital strategic partner, not merely a transactional bulk parts vendor. Their inherent engineering rigor directly influences your daily facility throughput.
Take immediate proactive action to heavily secure your operational future. Download a comprehensive technical evaluation checklist today to accurately grade your current equipment suppliers. Alternatively, contact an experienced application engineer immediately to schedule a thorough mechanical system audit.
A: A brushless drive typically lasts between 15,000 to 30,000 running hours. Mean Time Between Failures (MTBF) varies significantly based on actual load weights, daily operating hours, and environmental conditions. Operating consistently at maximum torque or in high-temperature environments reduces this lifespan. Implementing run-on-demand sensor logic dramatically extends longevity by minimizing unnecessary rotational wear.
A: Mixing brands introduces severe integration risks. Different manufacturers utilize mismatched control logic, varying voltage tolerances, and proprietary communication protocols. Their electrical connectors rarely match. This forces unsafe splicing or custom wiring adapters. To ensure seamless Zero Pressure Accumulation and maintain warranty validity, you should standardize hardware within specific conveyor zones.
A: Higher IP ratings increase manufacturing complexity. IP66 or IP67 units require specialized internal seals, marine-grade grease, and precision-machined end caps to prevent water ingress. This commands a noticeable price premium over standard IP54 units. To avoid over-specifying and inflating budgets, only mandate high IP ratings for rigorous washdown environments.
A: Continuous-run systems spin constantly, wasting energy and accelerating internal gear wear regardless of load presence. Run-on-demand systems utilize integrated photo-eye sensors. They activate the drive strictly when a package enters the specific zone. This intelligent operation slashes energy consumption, minimizes facility noise, and significantly extends the operational lifespan of the equipment.



















 English
English