
Views: 0 Author: Site Editor Publish Time: 2026-07-11 Origin: Site








Industrial communication rarely functions as a simple IT afterthought. It operates as a critical operational dependency dictating Overall Equipment Effectiveness (OEE). The way devices talk defines how well your entire plant performs.
High-performance motor drives fail to deliver strong returns when isolated. Mismatched protocols lead to latent PLC handshakes. They cause severe data bottlenecks and incredibly difficult troubleshooting scenarios. Engineers often struggle diagnosing intermittent faults when networks cannot handle basic traffic.
Selecting the right communication interface requires balancing your existing control architecture, specific data throughput requirements, and long-term scalability. You must avoid over-engineering simple applications while securing complex ones. This guide explores the exact protocols, topologies, and decision frameworks you need to specify industrial network hardware confidently.
Defining successful industrial communication begins with clear, measurable outcomes. Good connectivity accelerates commissioning speed significantly. It guarantees deterministic response times for precision motion. It also ensures rapid fault recovery when anomalies occur. Managers should evaluate networks based on how quickly technicians can replace a failed node and resume production.
Poor integration carries heavy penalties. Integration bottlenecks manifest as frustrating polling delays. Controllers struggle waiting for drive responses. Electronic Data Sheet (EDS) or General Station Description (GSD) mismatches cause immediate configuration headaches. Protocol conversion lag introduces unacceptable latency into high-speed sorting applications. Gateways bridging incompatible networks often mask underlying communication drops.
We must shift our perspective regarding operational data. Treating network traffic as simple "start/stop/speed" commands limits system potential. Data stands as a powerful asset. Modern networks unlock continuous condition monitoring. They stream live current draw metrics directly to the PLC. They capture thermal data for predictive maintenance algorithms. You can detect mechanical wear long before catastrophic failures stop your line.
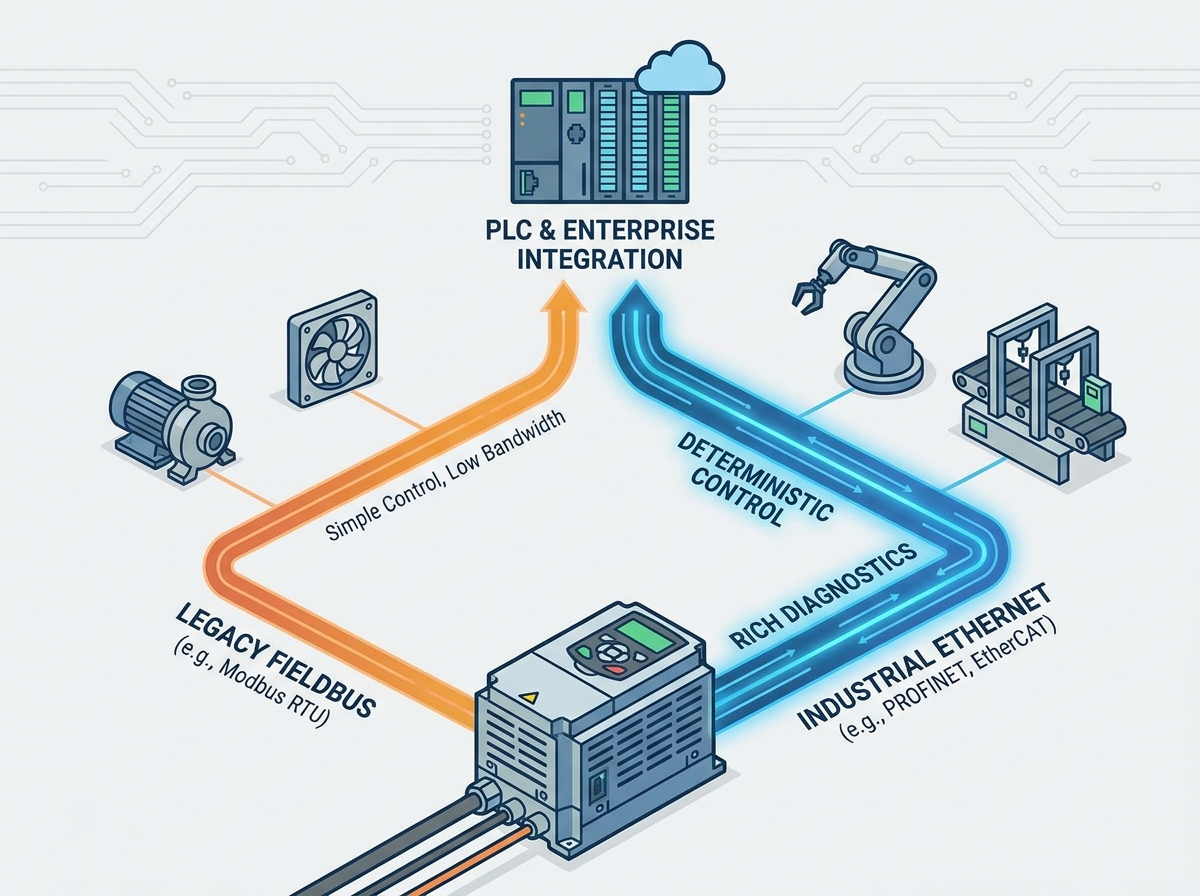
Engineers constantly debate the merits of legacy serial networks versus modern Ethernet protocols. Both options serve distinct roles across modern manufacturing floors. Understanding their inherent strengths prevents costly specification errors.
Networks like Modbus RTU, PROFIBUS, and DeviceNet built the foundation of automation. They offer incredibly low hardware costs. They remain highly reliable inside electrically noisy environments. Fieldbus technology provides sufficient bandwidth for basic Variable Frequency Drive (VFD) speed control.
However, legacy options carry strict limitations. They suffer from heavily restricted bandwidth. Slower baud rates prevent rapid data exchange. Scaling these networks for multi-axis synchronization proves exceptionally difficult. They cannot handle modern diagnostic payloads efficiently.
PROFINET, EtherNet/IP, EtherCAT, and Modbus TCP dominate new equipment installations. They deliver exceptionally high speed. They guarantee deterministic performance crucial for demanding servo applications. These protocols support complex network topologies including ring, star, and tree structures. They integrate smoothly into wider plant monitoring systems.
You must consider the trade-offs. Ethernet requires a higher initial component cost. It demands stricter IT/OT security management. Standard Ethernet cables show potential susceptibility to Electromagnetic Interference (EMI) if improperly shielded. Planners must route cables carefully away from high-voltage lines.
Match your protocol choice directly to precision requirements. Use standard TCP/IP Ethernet for simple status monitoring. Deploy deterministic Ethernet protocols like EtherCAT for microsecond-level motion synchronization. Align your hardware with actual process demands rather than blindly pursuing the fastest available standard.
| Protocol Category | Examples | Primary Advantages | Key Limitations | Ideal Application |
|---|---|---|---|---|
| Legacy Fieldbus | Modbus RTU, PROFIBUS | Noise immunity, low cost | Low bandwidth, slow speed | Simple pumps, fans, standalone VFDs |
| Standard Industrial Ethernet | Modbus TCP | Easy IT integration, fast | Lacks hard determinism | Process control, SCADA monitoring |
| Deterministic Ethernet | PROFINET IRT, EtherCAT | Microsecond synchronization | Higher component cost | Multi-axis robotics, high-speed packaging |
Sprawling conveyor lines present a unique distributed control challenge. Traditional central control cabinets require massive cable runs. Sorting facilities spanning thousands of square feet demand smarter architectures. Decentralizing your control nodes reduces panel footprints dramatically.
Integrating a motorized roller drive transforms material handling layouts. These devices feature built-in communication nodes directly on the roller hardware. They eliminate centralized VFD cabinets. You distribute intelligence right at the point of action.
Daisy-chain topologies excel in these environments. Line networks connect one roller directly to the next. This structure reduces total cable length massively. It simplifies troubleshooting since technicians follow a single physical line. However, a single wire break can disrupt downstream devices. Engineers mitigate this risk using ring topologies for critical zones.
Emerging single-cable solutions revolutionize installation speed. Technologies like EtherCAT P consolidate power delivery and high-speed communications into one cable. IO-Link serves a similar purpose for simple sensor and actuator networks. They deliver continuous diagnostics without pulling separate power and data lines. You lower installation labor costs while boosting diagnostic visibility across distributed drives.
Real-world factory floors are hostile environments. Equipment must survive electrical noise and persistent cyber threats. Anticipating these challenges ensures smooth commissioning and reliable long-term operations.
Drives generate massive amounts of electrical noise. The inverter switching frequencies create Electromagnetic Interference (EMI). This noise frequently corrupts network packets. You prevent common drive-to-PLC timeout errors by eliminating ground loops. Install shielded twisted-pair cables properly. Ensure grounding strips contact the cable shield directly at the cabinet entry point. Separate communication wires from motor power leads by at least eight inches.
Network faults will inevitably occur. How your system reports these faults determines downtime duration. Assess drives based on their diagnostic transparency. They must push clear, plain-text fault codes to the PLC or HMI. Technicians should never see obscure hex codes requiring manual manual lookups. Clear messages like "Phase Loss on Drive 4" accelerate repair times instantly.
Connecting drives to factory networks introduces severe security vulnerabilities. Hackers targeting industrial systems often exploit unsecured field devices. You must evaluate drive communication modules against modern industrial security standards. IEC 62443 provides a robust framework for securing automation networks.
Network hygiene remains non-negotiable. Disable unused physical ports on your communication modules. Utilize managed industrial switches to implement Virtual Local Area Networks (VLANs). Isolate drive networks entirely from enterprise IT traffic. This separation stops malware from bridging into operational technology environments.
Selecting communication interfaces shouldn't rely on guesswork. Following a structured methodology guarantees alignment between hardware capabilities and process requirements.
| Evaluation Criteria | Weight | Scoring Consideration |
|---|---|---|
| Native PLC Compatibility | High | Does it require a protocol converter? |
| Pre-written Logic Blocks | High | Are AOIs or GSDML files readily available? |
| Diagnostic Text Clarity | Medium | Does it output plain text or raw hex codes? |
| Security Standard (IEC 62443) | Medium | Does it support port disabling and secure boot? |
Communication hardware acts as the central nervous system of industrial motion. Treating network selection as a core engineering task prevents catastrophic commissioning delays. The right interface choice unlocks valuable predictive maintenance data while ensuring flawless synchronization.
Engineers must audit their current PLC capabilities proactively. Review your historical data-logging goals before finalizing motor drive specifications. Do not wait until the mechanical design finishes to select network protocols.
Take action on your next project early. Consult a specialized systems integrator during the conceptual phase. Review detailed technical specifications for compatible drive solutions. Ensure every device on your network speaks the same language fluently.
A: Yes, but it requires managed industrial switches and careful network segregation (VLANs) to prevent standard TCP/IP traffic from interrupting deterministic motion control packets.
A: Modbus RTU runs over serial connections (RS-485), which is slower but robust against noise. Modbus TCP encapsulates the protocol over standard Ethernet, offering significantly faster speeds and easier integration into modern plant networks.
A: Ensure proper segregation of low-voltage communication cables from high-voltage motor leads, use shielded twisted-pair cables, properly ground the drive, and verify the network watchdog/timeout settings in the PLC.
A: IO-Link is highly effective for parameterization and diagnostics of simple components (like a motorized roller drive or small VFD), but it lacks the deterministic speed required for high-precision, multi-axis servo synchronization.



















 English
English